Chemical Etching
Hydrogen Fuel Cell
Metal Fabrication

Designing a high-performance fuel cell or electrolyzer stack is a massive balancing act. You are trying to squeeze maximum power out of a small footprint all while keeping costs low and reliability high. At the center of this challenge sits the flow field plate. This component is far more than just a piece of etched metal. It is the lungs and the nervous system of the stack. When plate engineers and stack designers work in separate silos, the project usually hits a wall. You might end up with a brilliant theoretical design that is physically impossible to manufacture at a reasonable price.
True efficiency happens when these teams sit down together during the earliest stages of prototyping. This collaboration is about optimizing the entire system. By aligning early, you avoid the high costs of scrap, rework, and delayed launches. For those working in hydrogen technology, this synergy is the difference between a laboratory success and a market-ready product.
To achieve a balance between high-performance physics and high-yield manufacturing, engineers must focus on these primary technical pillars:
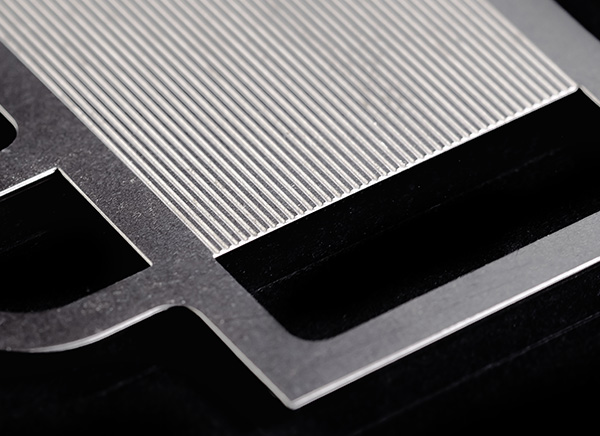
The geometry of your channels dictates how fluids move and how much pressure drops across the system. These features must align with the physical limits of the manufacturing process. In Photochemical Machining (PCM), we use chemical etchants to create these paths. Unlike stamping, this process doesn’t add mechanical stress or burrs to the metal.
However, physics still applies. Etching is an isotropic process, meaning it eats away at the metal sideways as it moves down. This creates a specific aspect ratio. If a stack designer asks for a channel that is too deep for its width, the lands between the channels can become undercut and unstable. By talking early, the plate engineer can suggest slight geometry shifts. These changes maintain the required flow while ensuring the plate remains structurally sound and easy to produce.
Precision is vital, but over-specifying tolerances is a fast way to kill a budget. Every micron of unnecessary tightness adds cost and lowers your yield. Plate engineers know exactly what a repeatable process can achieve. They help stack designers distinguish between “critical” dimensions and “flexible” ones.
Flatness is a major factor here. A plate must be flat to ensure uniform contact across the active area. If the tolerance is tighter than the material naturally allows, your scrap rate will soar. Instead of forcing an impossible tolerance, engineers can often adjust the stack compression strategy to handle slight variations. This collaborative fix saves money without sacrificing electrical performance.
Thinner plates are the goal for any modern stack. They reduce weight, save space, and move heat more effectively. However, as plates get thinner, the risk of distortion increases. The material needs enough “body” to survive handling and assembly.
PCM is excellent for working with thin foils because it doesn’t warp the metal like heat-based or mechanical cutting. Still, the specific alloy matters. Some stainless steels or titanium grades etch more predictably than others. Selecting the right material during the design phase prevents surprises during the scale-up. It ensures the plates stay flat and functional even at extreme thicknesses.
 4. Surface Treatments/Coatings
4. Surface Treatments/CoatingsCoatings are often the last thing on a designer’s mind, but they should be among the first. Whether you need corrosion resistance or better conductivity, a coating adds physical thickness. If you design your flow channels to the exact micron and then add a gold or ceramic layer, your flow dynamics will change.
Furthermore, some coatings struggle to reach the bottom corners of deep, narrow channels. By discussing surface treatments early, you can adjust the channel “valley” shapes to ensure total coverage. This prevents local corrosion spots that could shorten the life of the entire stack.
A flow field plate is a multi-tasker. It has to move heat away from the reaction while conducting electricity with minimal resistance. Feature geometry and contact areas are the main levers here. If the contact area is too small, you get “hot spots” and electrical loss.
These factors must be evaluated at the system level. A plate engineer can help calculate the optimal “land-to-channel” ratio. This balance ensures there is enough metal surface to carry the current and enough open space to move the fluids. Solving this on paper is much cheaper than discovering a thermal imbalance during a full-stack test.
The best flow field in the world is useless if the stack leaks. Sealing is often where projects get complicated. You need a perfect match between the plate flatness, the seal geometry, and the compression force of the stack bolts.
Early alignment ensures that the “seal land”—the flat area where the gasket sits—is wide enough and smooth enough for a permanent bond. If the plate engineer knows the sealing strategy early, they can optimize the etching process to provide the best possible surface finish in that specific zone. This integration is critical for long-term reliability in the field.
Prototyping is where you find out if your ideas actually work. PCM is uniquely suited for this because it uses digital tooling. You don’t have to wait weeks for a hard die to be machined. You can test multiple channel depths and patterns in a single run.
This speed allows teams to iterate on flow behavior and pressure drop in days rather than months. The goal isn’t just to make a plate that works in a lab. The goal is to verify a design that can scale to thousands of units. Rapid iteration during this phase clears the path for a smooth transition to high-volume production.
Many programs fail because they separate plate design from the rest of the system. Common pitfalls include:
Avoiding these mistakes requires a shift in mindset. The plate is not a standalone part; it is a subsystem. Treat it as such from day one.
The most effective flow field plates are not just optimized for performance. They are designed from the start to be manufacturable at scale. By bringing plate engineers and stack designers together early, companies can balance cost, yield, and efficiency.

4020 Jeffrey Blvd. | BUFFALO, NY 14219
P: (716) 821-9393 / (800) 875-1093
Website by Luminus


