Chemical Etching
Heat Exchangers
Metal Fabrication

Extreme vibration, shock loads, rapid temperature changes, pressure fluctuations, and very long operating times create demanding conditions for aerospace heat exchangers. In order to perform the function of cooling and/or heating an operating fluid, the microchannel heat exchangers must meet the required thermal performance and dimensional tolerances, be leak-tight, and maintain stable flow paths over the expected operating times of the heat exchanger.
The challenges presented by the aerospace environment increase the difficulty of material selection and fabrication of the microchannel heat exchangers. Errors in small channels may drastically disturb the balance in flow. Burrs, warped walls of the passages, and residual stress in the metal used to fabricate micro-channel heat exchangers may limit their service life. The best performance of micro-channel heat exchangers in aerospace and defense applications typically results from using an alloy that can be formulated for the expected service conditions and using a fabrication method that produces fine features without damaging the base material.
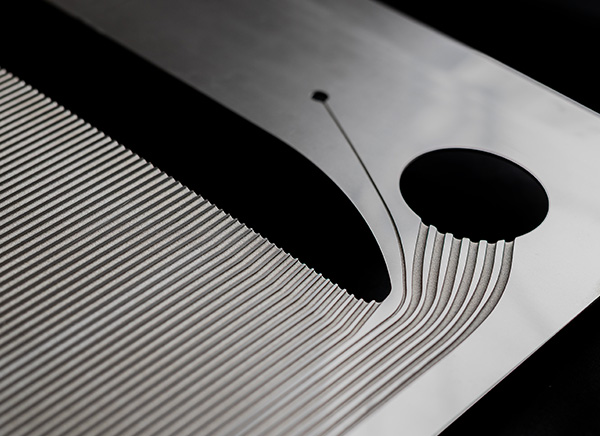
Micro-channel heat exchangers are manufactured with dense networks of small passages, which provide a very high surface area in a compact package, which is why the format is attractive where size and weight matter. Yet that geometry also makes manufacturing harder.
For aerospace MCHEs, the material selection typically involves trade-offs instead of one right answer.
Aluminum is often the first material considered. Its thermal conductivity supports efficient heat transfer. It is also light and widely available, two traits that fit aerospace cost and weight targets. For applications with moderate temperatures and pressure demands, aluminum can be a practical choice.
This metal loses strength as the temperature rises. Pressure capability is lower than what many harsh-duty systems require. It can also be vulnerable to corrosion if the design or service environment calls for more protection than the base alloy can provide.
This offers a different balance. It performs well across a broad temperature range and resists corrosion in many service environments. It also handles fatigue better than many lighter materials when thermal cycling is constant. For moderate-to-high pressure systems, stainless steel often gives engineers more structural margin.
The penalty is thermal efficiency and mass. Stainless steel does not move heat as well as aluminum, so the exchanger may need more surface area or a different flow strategy to hit the same target. It is also heavier. Conventional machining can be more difficult, especially when very fine channel patterns are required.
When all three aspects of weight, corrosion resistance, and durability come into play, titanium is part of the conversation. The strength-to-weight ratio of titanium is outstanding, and so it has great potential for use in aerospace hardware. In addition, titanium also exhibits superior performance under cyclic loading and/or exposure to extreme chemicals. Therefore, where mass reduction is required, titanium can help overcome challenges that may be encountered when using steel.
Still, titanium comes with a steep manufacturing penalty. Material and processing costs are high because titanium is difficult to machine. Its thermal conductivity is lower than that of aluminum, which can force a larger heat transfer surface. It also falls outside Switzer’s photochemical machining capability, so programs that want PCM must look to other alloys.
Nickel alloys are built for severe duty. They retain strength at high temperatures and resist creep, oxidation, and aggressive chemical attack. Those traits make them strong candidates for cores exposed to extreme heat or reactive media.
These alloys cost more than aluminum or stainless steel. They add weight. Their thermal conductivity is relatively low, so heat transfer gains must come from geometry and careful flow design rather than the base metal alone. They are also difficult to machine by conventional methods.
 Manufacturing Methods for Aerospace-Grade Microchannel Heat Exchangers
Manufacturing Methods for Aerospace-Grade Microchannel Heat ExchangersMaterial choice is only part of the equation. The manufacturing method also plays a major role in whether an aerospace-grade MCHE performs as intended. Small internal passages demand high accuracy. Burrs, distortion, and residual stress can all create problems in finished hardware.
Processes such as stamping or conventional machining can work in some heat exchanger applications, but they may introduce mechanical deformation or limit feature complexity. Laser cutting can produce fine features, but heat input can affect edge condition and downstream performance depending on the design. For microchannel components, the manufacturing method must support dimensional control without compromising the metal. This is where photochemical machining can offer a clear advantage for aerospace-grade microchannel designs, especially during development and early production.
PCM supports tight tolerances and repeatability without mechanical cutting forces or heat-affected zones. The process produces burr-free, stress-free features. That matters in microchannels because consistent geometry supports predictable flow distribution. If channels vary from plate to plate, some paths can carry more flow than others, which hurts thermal performance and can increase local stress inside the core.
PCM gives engineers more design freedom. Dense channel fields, fine passages, and intricate flow patterns are often easier to produce through chemical etching than through stamping or conventional machining. That matters because aerospace exchangers are rarely simple. Engineers may need to tune channel layout, manifold transitions, or internal features to manage pressure drop and heat transfer at the same time.
PCM is highly friendly to prototyping. Tooling changes are fast and comparatively low in cost because phototools can be revised without long lead times tied to hard tooling. That helps product engineers refine a concept quickly. It also helps program managers control schedule risk while designs are still moving. When the geometry is finalized, the same process can support scaled production with good part-to-part consistency.
For aerospace-grade MCHEs, there is no single best material. Aluminum favors heat transfer and low mass. Stainless steel favors strength, corrosion resistance, and pressure handling. Titanium favors high strength at low weight but brings cost and process limits. Nickel alloys favor survival in the hottest and most aggressive environments, though they demand acceptance of added weight, higher cost, and lower conductivity.
The strongest designs come from treating material selection and fabrication method as one decision. In extreme conditions, exchanger success depends on how the alloy behaves in service and how accurately the flow geometry can be produced. That is why photochemical machining plays a large role in aerospace microchannel development. It helps translate thermal design intent into repeatable hardware for mission-critical systems.

4020 Jeffrey Blvd. | BUFFALO, NY 14219
P: (716) 821-9393 / (800) 875-1093
Website by Luminus


